2019年学业水平测试数控专业发那科数车样题操作流程
样题操作注意事项及案例
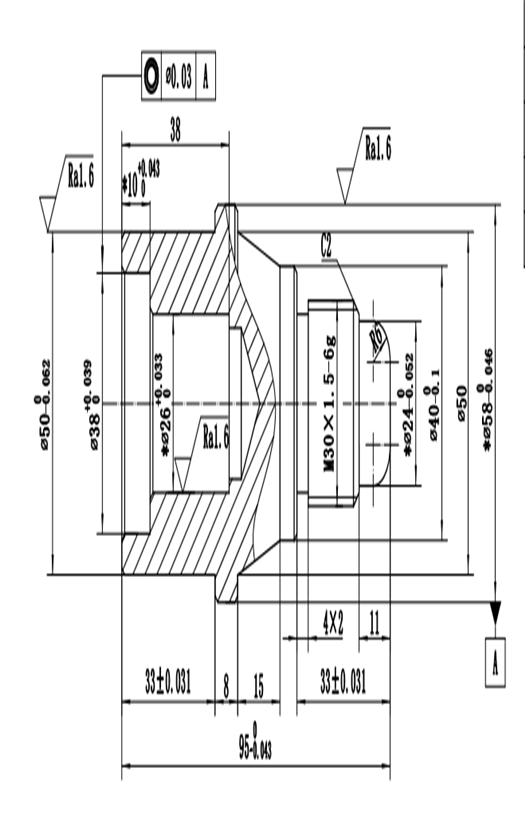
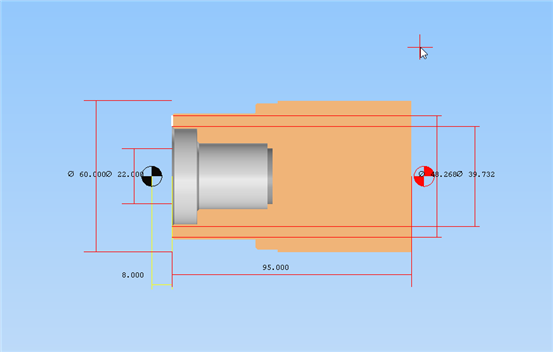
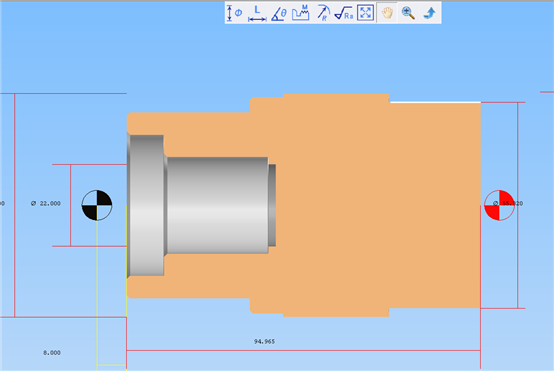
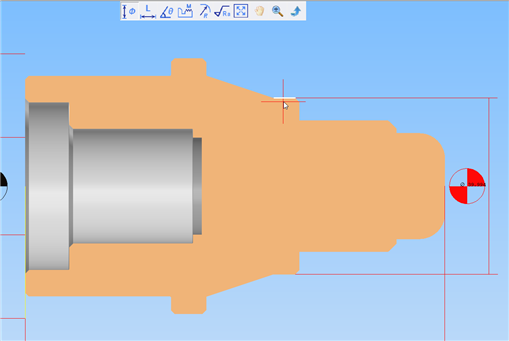
样题图纸
二、评分点注意事项:
进入考核系统首先完成职业素养题点击“隐藏”按钮,防止遗漏。
选择适合毛坯、装夹位置,例如:毛坯直径应选择最优尺寸、装夹适当位置。
刀具选择时应注意查看刀具角度、刀杆尺寸、刀尖半径等刀具参数,刀具选择错误影响后期加工,例如:内孔加工,要注意刀杆尺寸等。
在刀具库选择加工刀具时需一次性选择所有加工刀具,选入工具小车确定后不可重新选择。
对刀时可以切换合适的对刀视角例如:对外圆车刀时切换对刀视图、对内孔刀时切换到二维视图等。
熟悉测量界面,如何正确使用测量。
加工尺寸精度控制,例如:精加工余量、修改刀具磨耗等。
规范加工工序,例如:粗精加工分开、先加工螺纹退刀槽再加工螺纹。
机床操作规范,例如:机床回零、倍率旋钮、加工空运行等。
三、操作案例
进入系统按下系统启动 按键
按键
1、职业素养考核
完成职业素养理论题后点击隐藏按键,隐藏理论题界面。
2、机床复位操作
释放急停旋钮 点击
点击 按键,复位。
按键,复位。
3、机床回零操作及开机床门操作
点击回零按键 点击X轴回零按键
点击X轴回零按键 点击Z轴回零按键
点击Z轴回零按键
车床面板X、Z回零灯亮起 系统显示器坐标回零
系统显示器坐标回零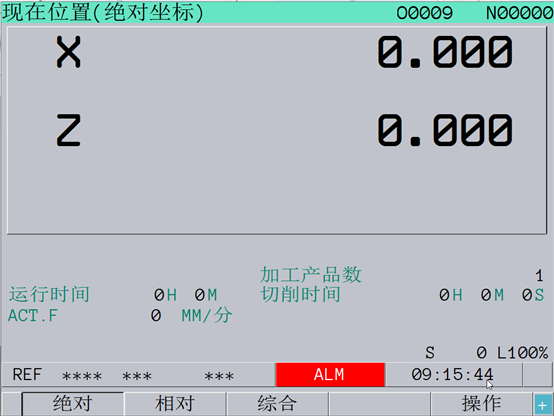
![]() 点击车床门开关打开车床门
点击车床门开关打开车床门
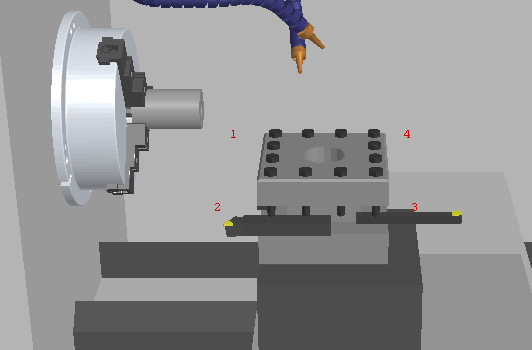
4、毛坯、夹具设置(如不进行以上三步操作系统将不支持毛坯和夹具的操作)
![]() 点击选择毛坯夹具按键
点击选择毛坯夹具按键![]() 进行毛坯和装夹位置的选择
进行毛坯和装夹位置的选择
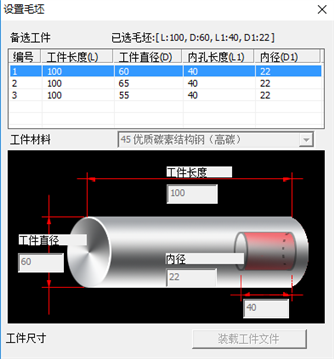
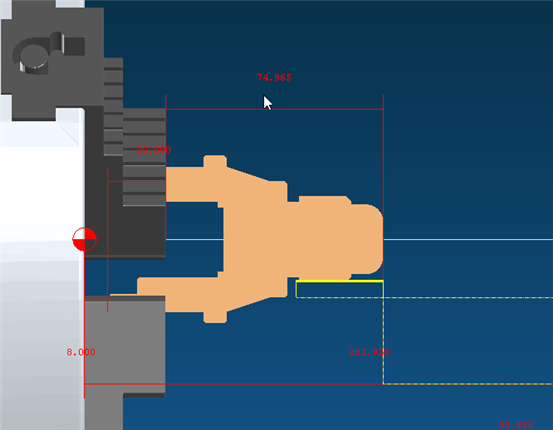
备注:1、考核模式下不支持毛坯尺寸的自定义,只可通过系统给定的三个毛坯进行选择。例如上图,选择2号毛坯不是最佳选择,3号毛坯尺寸偏小,选择以上毛坯系统将扣分。
2、毛坯可以多次更换,但更换两次以上系统会扣分。

选择合适的装夹位置(根据本题需要装夹20MM以上,如20MM以下系统将扣分)
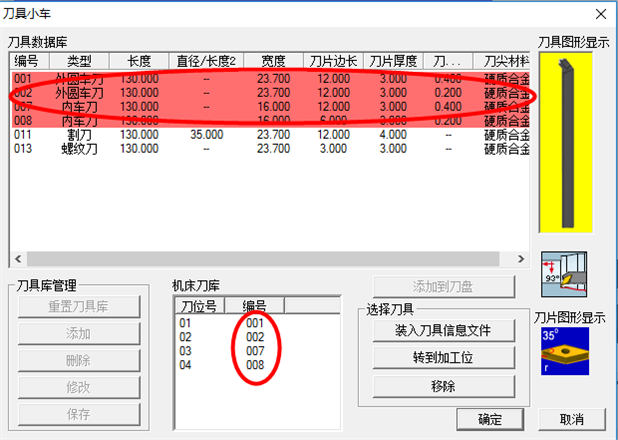
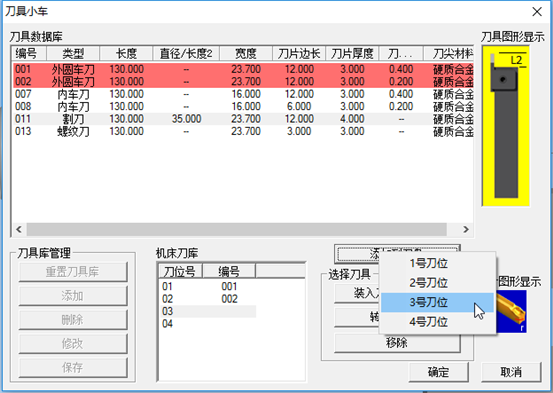
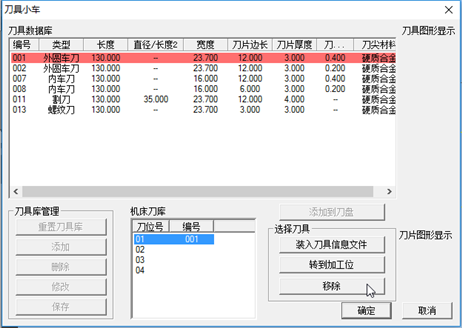
5、刀具选择
点击选择刀具按键![]()
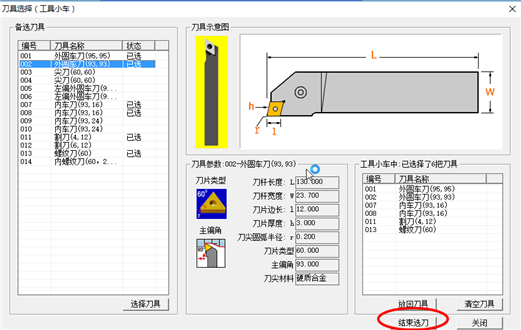
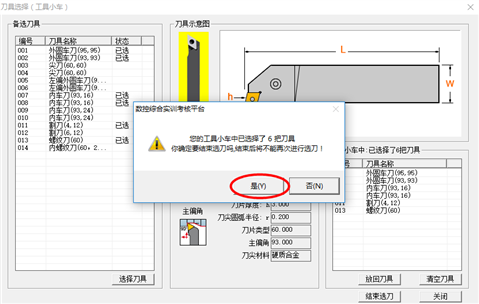
根据图纸,选择加工该工件所需要的所有刀具,在选择刀具时需仔细查看刀具参数,选择合适的加工刀具后点击结束选刀。
备注:每场考试系统只支持一次刀具选择,在点击结束选刀后本次考试将不可再进行刀具的选择和更换。

将刀具添加到合适的刀位
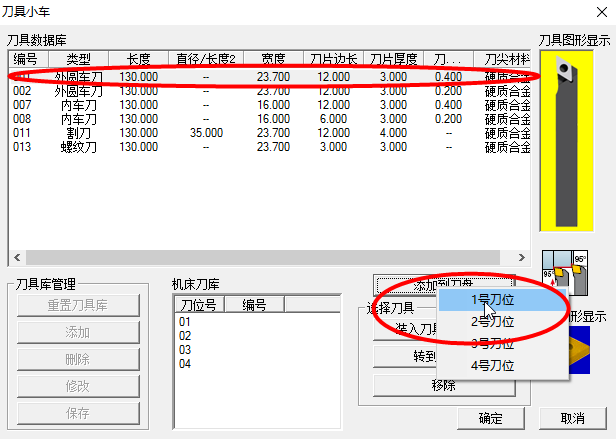
先加工图纸左端工件,刀具添加完成 ,刀位号后面出现刀具编号。
6、对刀操作
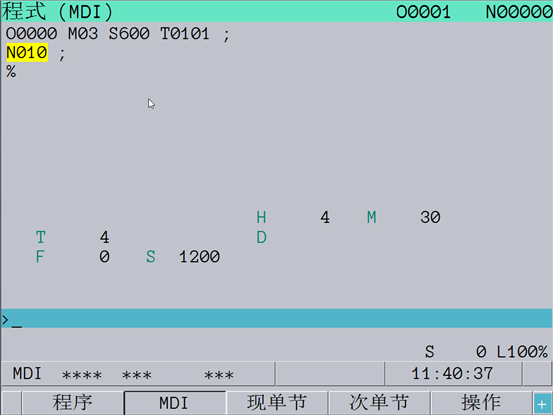
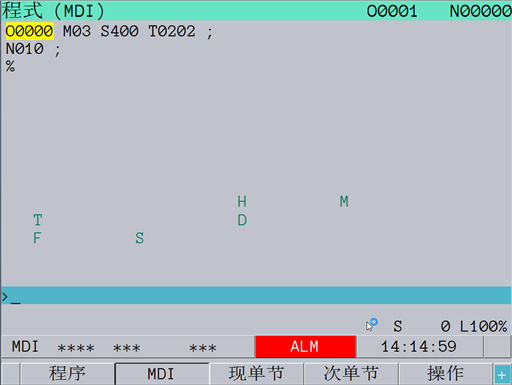
点击MDI按键 点击PROG按键切换系统屏幕
点击PROG按键切换系统屏幕 点击MDI按键
点击MDI按键 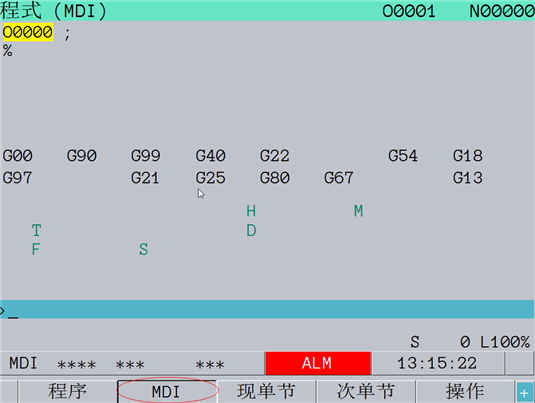
输入指令M03S500,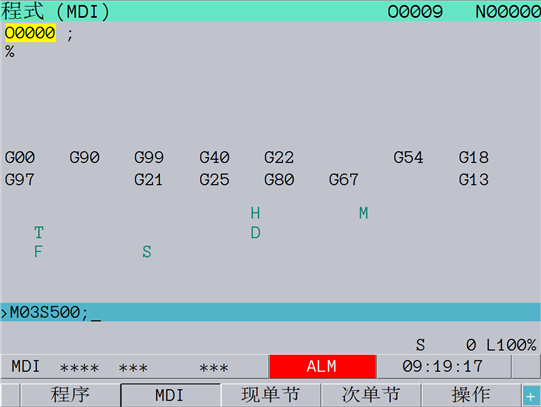
点击INSERT按键  点击系统循环按键
点击系统循环按键
7、T0101对刀
点击手动模式按键 点击Z、X键按键将刀架移动到合适的位置
点击Z、X键按键将刀架移动到合适的位置
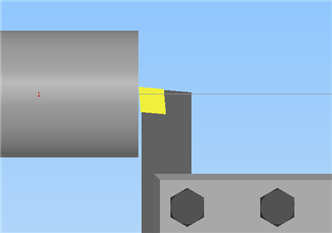
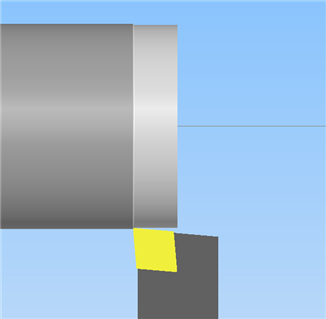
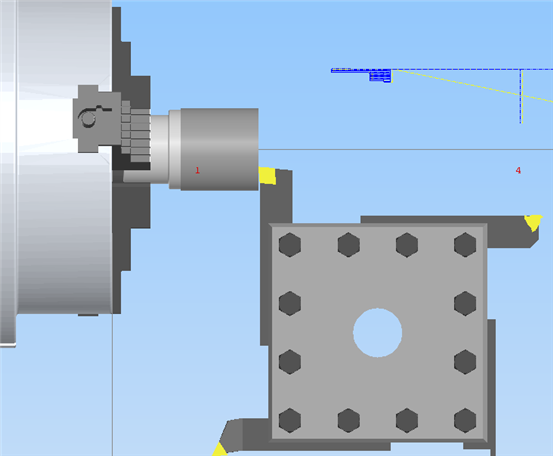
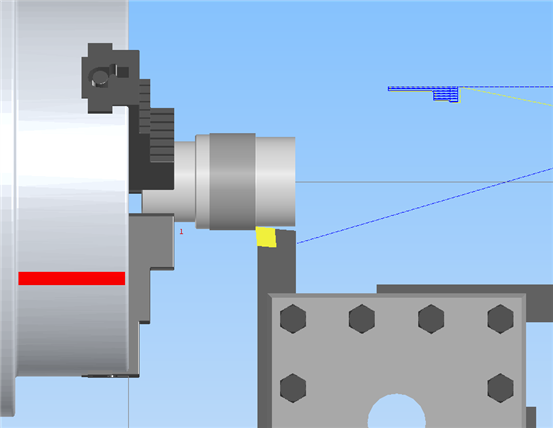
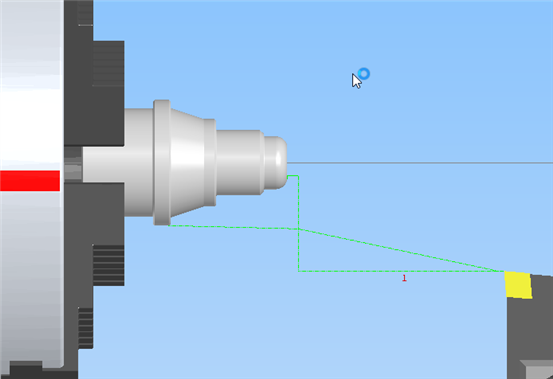
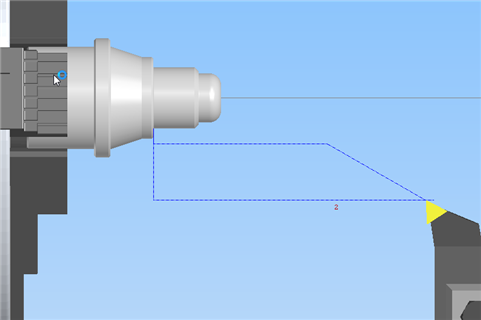
切换对刀视角(推荐使用) 视角如图所示
视角如图所示
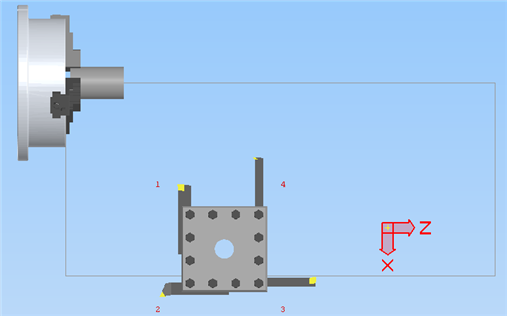
通过触屏一指平移,两指缩放将视角调整到最佳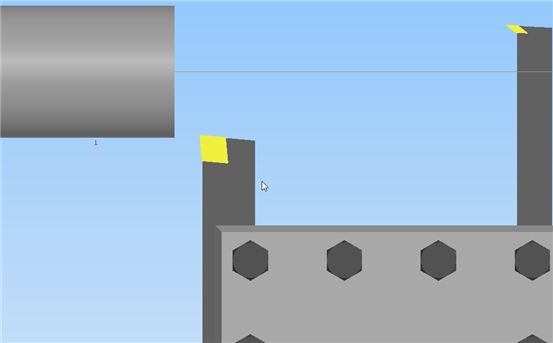
点击手摇按键,切换手轮模式, 通过手轮调整X、Z轴和倍率旋钮对刀
通过手轮调整X、Z轴和倍率旋钮对刀

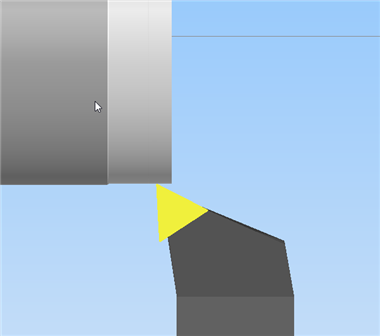
车削端面:看到铁屑,保持Z轴不变,将手轮调整到X轴,将端面切平,刀尖超过中心线
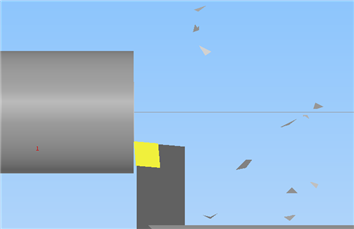
Z轴不动调整X轴将刀具移开工件
点击停止按键,主轴停转 点击OFS SET按键
点击OFS SET按键 
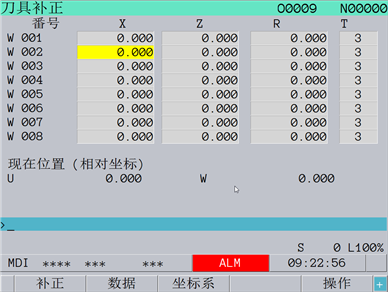
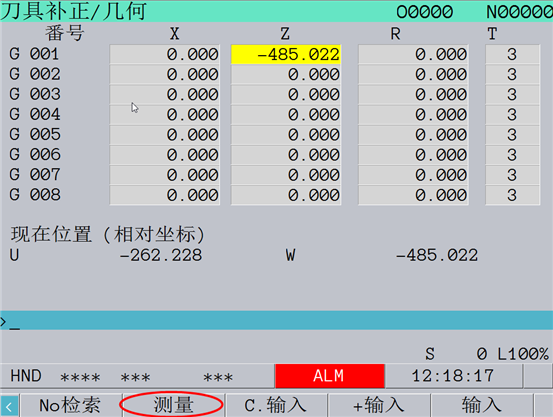
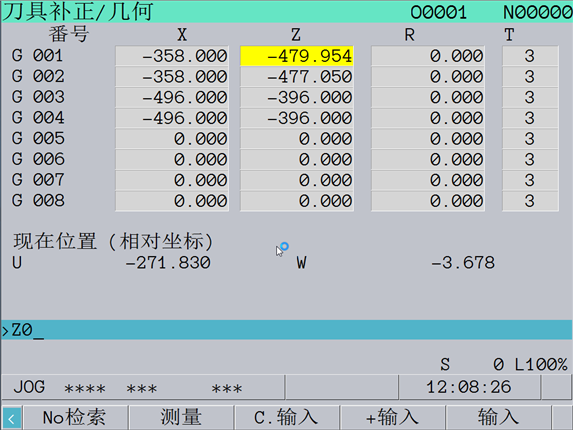
点击![]() 按键,点击
按键,点击![]() 按键,系统面板G001输入Z0. 按下测量
按键,系统面板G001输入Z0. 按下测量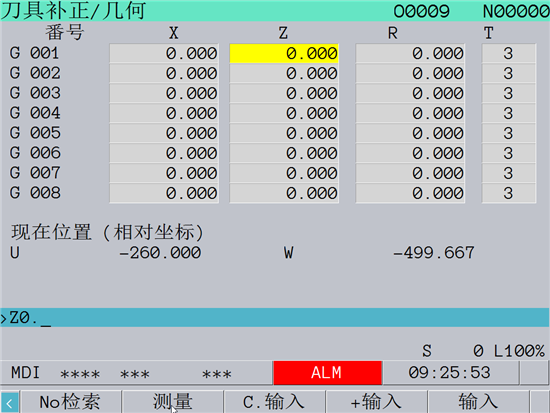
按下 按钮,转动手轮将刀具移动到工件边缘,将手轮调整到Z轴,试切工件边缘。
按钮,转动手轮将刀具移动到工件边缘,将手轮调整到Z轴,试切工件边缘。
刀具 X轴不动调整Z轴,将移开工件,点击停止按键,主轴停转
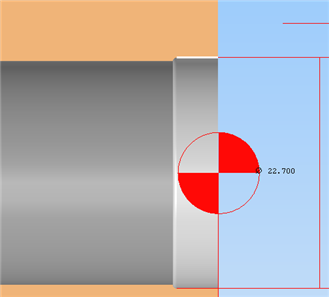
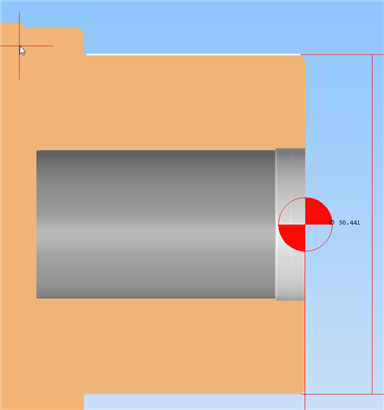
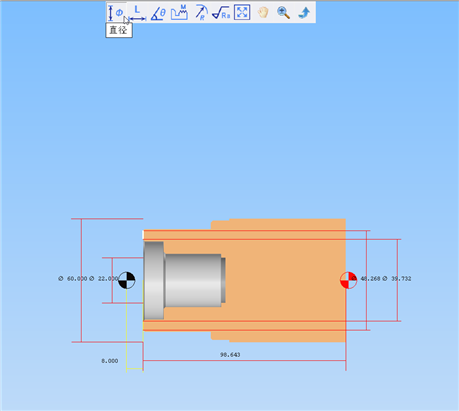
点击测量按键
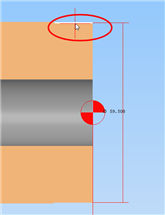
点击直径按钮 
放大工件选取工件上部试切面,读取试切后工件直径外圆(实际试切工件剩余直径数值)
注意:测量时用鼠标点取需要测量直径的上边缘
点击退出测量按键

GOO1输入实际试切工件剩余直径数值,点击测量。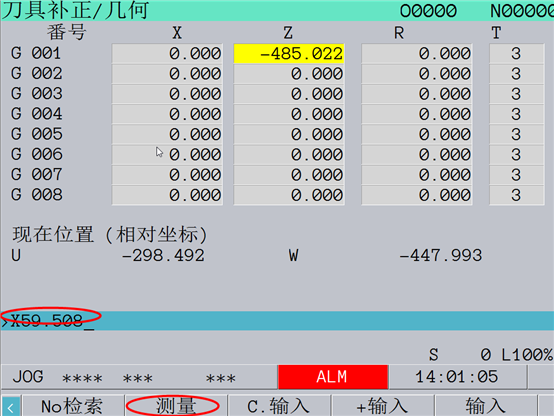
8、T0202对刀
点击MDI按键点击PROG按键切换系统屏幕
点击MDI按键 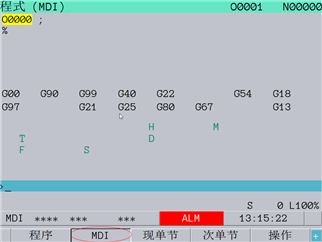
输入指令M03S500T0202,点击INSERT按键  点击系统循环按键
点击系统循环按键
切换到手轮模式 ,调整手轮试切工件端面,靠近工件时将手轮倍率调整到X1,看到铁屑停止手轮转动。
,调整手轮试切工件端面,靠近工件时将手轮倍率调整到X1,看到铁屑停止手轮转动。 在G002补正、形状Z轴刀补输入Z0.测量
在G002补正、形状Z轴刀补输入Z0.测量
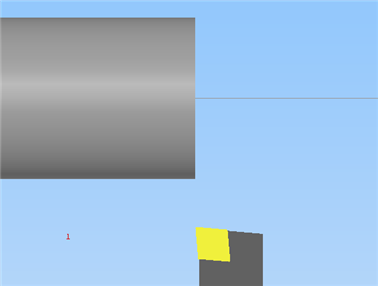
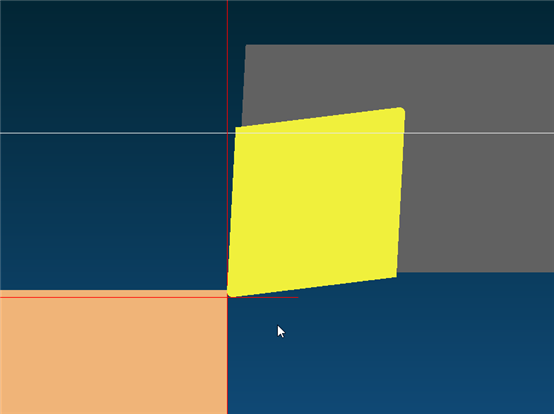
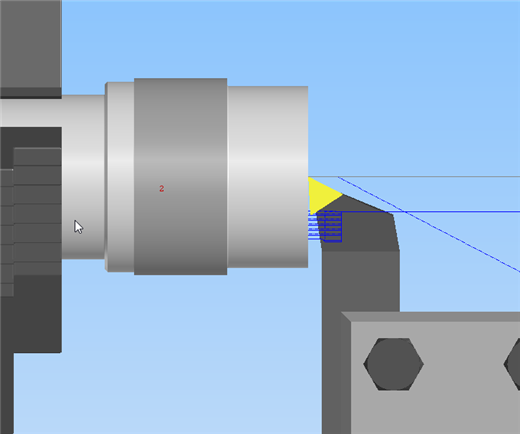
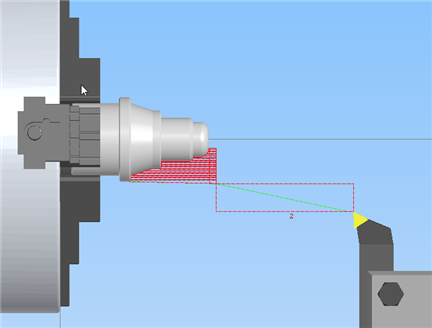
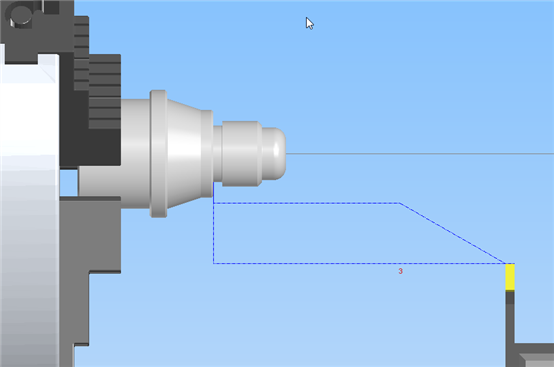
切换到手轮模式,调整手轮,将刀具调整到工件侧方,如图
调整手轮,将手轮倍率调整到X1,用刀尖碰一下试切面,看到铁屑停止手轮转动。
在补正、形状GOOO2X轴刀补输入1号刀试切工件剩余直径数值
T0303对刀
切换手动模式将刀具远离工件(放在切换刀具时撞刀)
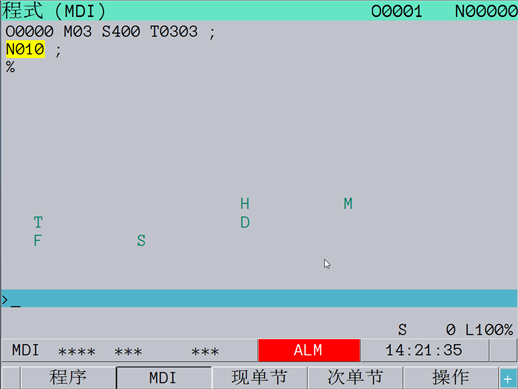
点击MDI 按键,切换MDI模式输入M03S500T0303
按键,切换MDI模式输入M03S500T0303
点击INSERT 点击系统循环按钮 调换3号刀位刀具对刀
调换3号刀位刀具对刀
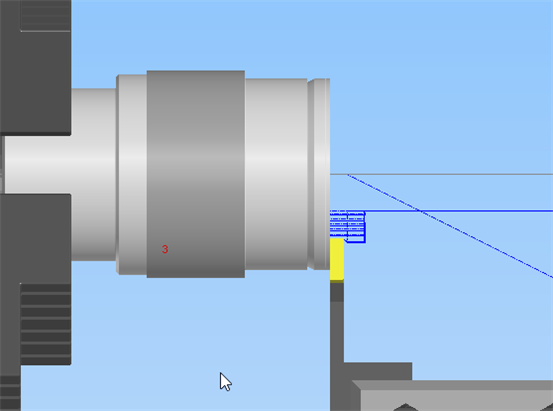
切换到手轮模式,调整手轮倍率x100将刀具调整到靠近工件端面合适位置,
将主轴正转,点击二维模式
调整手轮倍率到x1刀尖碰到工件端面,停止手轮转动
点击![]() 按键,点击
按键,点击![]() 按键
按键
在G003输入刀补Z0
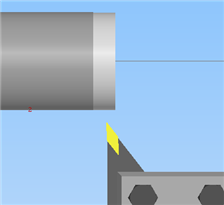
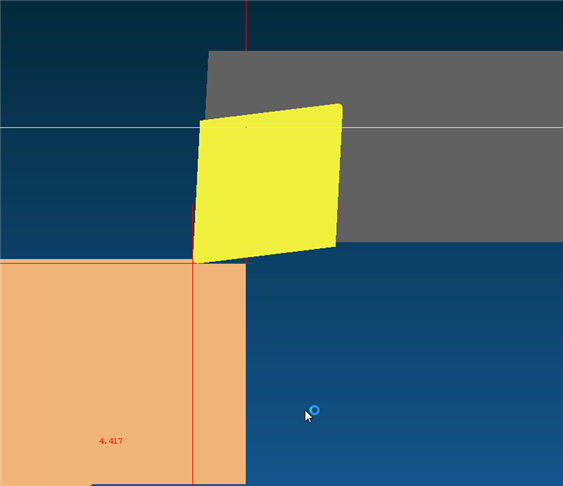
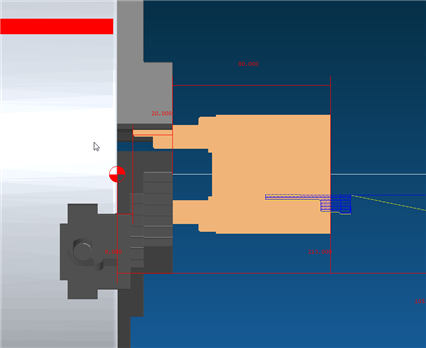
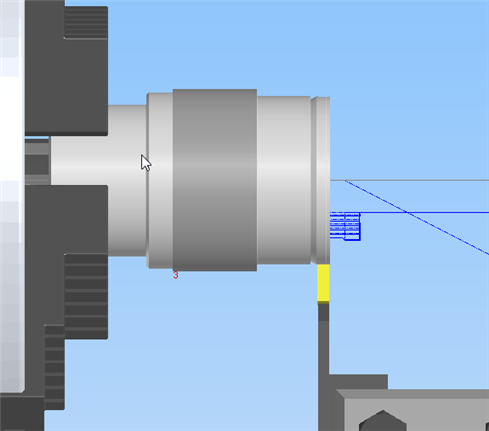
调整刀具试切工件内孔,如图
保持X轴不动,将刀具远离工件,点击停止按键,主轴停转
点击测量按键 ,选择直径
,选择直径![]()
在G003刀补下输入试切工件剩余直径数值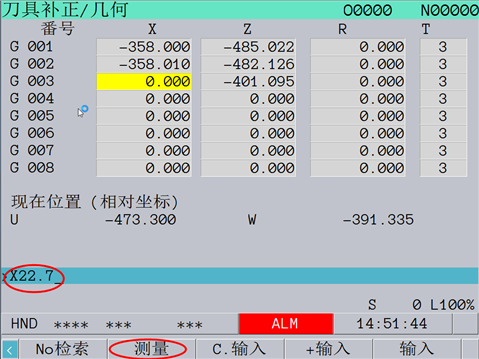
10、T0404对刀
将刀具远离工件,点击MDI按键点击PROG按键切换系统屏幕
点击MDI按键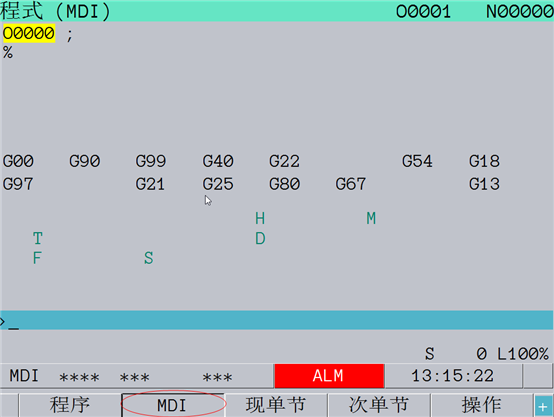 输入M03S500T0404
输入M03S500T0404
点击INSERT按键 点击系统循环按键 调换4号刀位刀具对刀
调换4号刀位刀具对刀
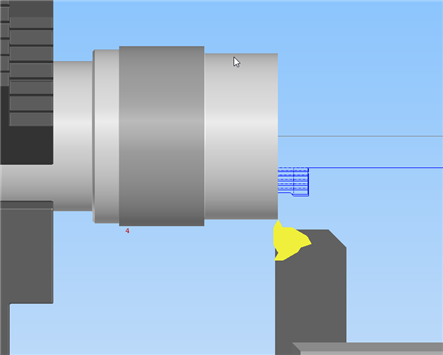
切换到手轮模式,调整手轮倍率x100将刀具调整到靠近工件端面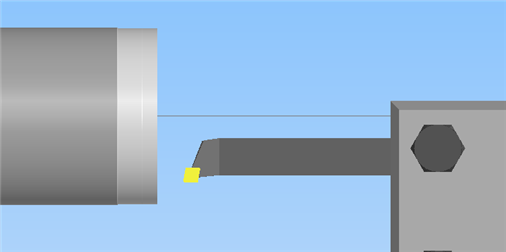
切换视角到二维模式 调整手轮倍率到X1,慢慢转动手轮看到铁屑停止转动手轮
调整手轮倍率到X1,慢慢转动手轮看到铁屑停止转动手轮
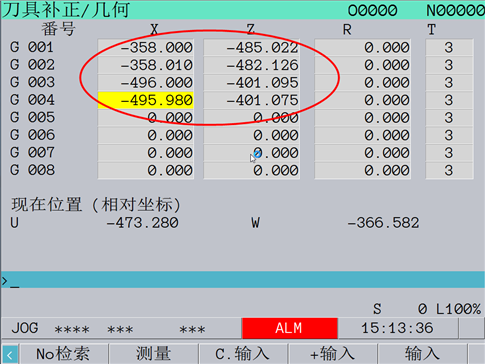
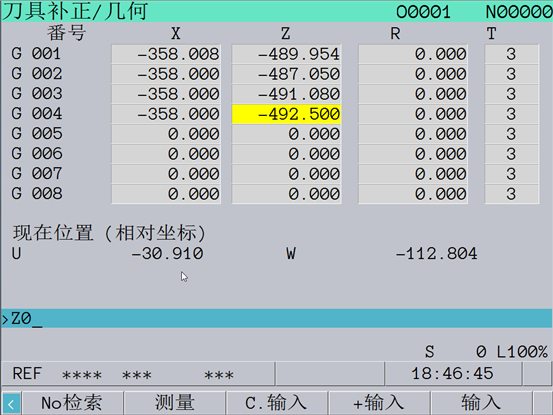
通过系统面板上的 按键调整位置在G004,Z轴刀补输入Z0.测量
按键调整位置在G004,Z轴刀补输入Z0.测量
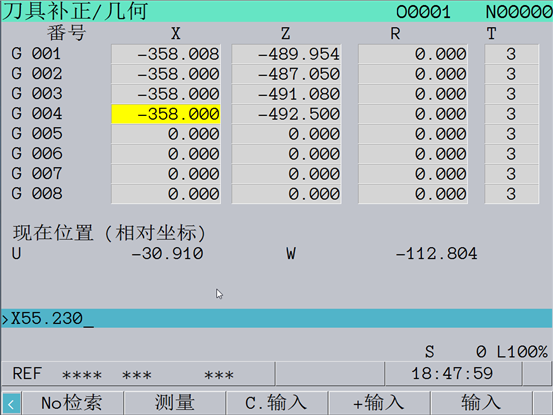
在手轮模式下,将刀具移动到工件内孔后,调整手轮到X方向,将刀具调整到看到铁屑飞溅后,停止手轮转动。

在G004刀补下输入4号刀试切工件剩余直径数值,操作手轮,将刀具移开工件,停止主轴转动。
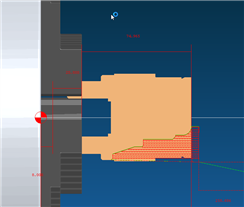
完成左侧对刀
11、编制左端NC代码
点击编辑 按键,点击PROG
按键,点击PROG 按键,输入O0001,点击INSERT
按键,输入O0001,点击INSERT 按键,新建程序
按键,新建程序
O0001(左端外圆)
G99G97G40G21
M03S800
M08
T0101(粗加工外圆刀)
G00X100Z100
G00X61
Z5
G71U1.5R0.5
G71P1Q2U0.4W0.1F0.15
N1G00X48
G01Z0
X50Z-1
Z-33
X56
X58Z-34
Z-42
N2X61
G00X100
Z200
M05
M09
M00
M03S1200
T0202(精加工外圆刀)
M08
G00X61Z5
G70P1Q2F0.1
G00X100
Z100
M05
M09
M30
点击PROG按键,输入O0002,点击INSERT ,按键,新建程序。
O0002(左端内孔)
G99G97G40G21
M03S800
M08
T0303(粗加工镗孔刀)
G00X100Z100
G00X21
Z5
G71U1.5R0.5
G71P1Q2U-0.4W0.1F0.15
N1G00X40
G01Z0
X38Z-1
Z-10
X28
X26Z-11
Z-38
N2X21
G00Z200
X100
M05
M09
M00
M03S1200
T0404(精加工镗孔刀)
M08
G00X21Z5
G70P1Q2F0.1
G00Z100
X100
M05
M09
M30
M09
M30
程序编写完成
12、车左端面外圆
按下PROG 按钮,输入O0001,按下O检索,调用O0001号程序,切换到自动模式
按钮,输入O0001,按下O检索,调用O0001号程序,切换到自动模式
将倍率调整到100%
注意:倍率按钮会影响到进给,请大家调整到100%,否则会影响评分。
点击 按键,点击
按键,点击 锁住按键, 确认刀轨正确,取消锁住、空运行。 按下
锁住按键, 确认刀轨正确,取消锁住、空运行。 按下 粗车运行完成后,测量工件尺寸。点击
粗车运行完成后,测量工件尺寸。点击 按键,点击直径
按键,点击直径

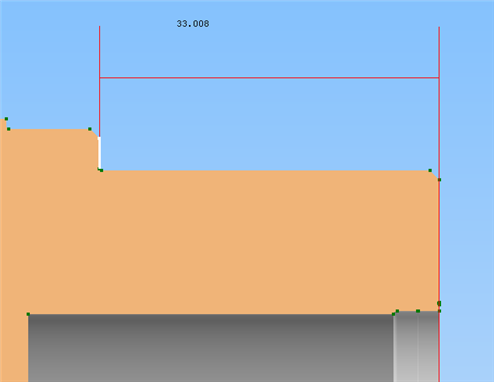
点击需要测量直径上部边缘
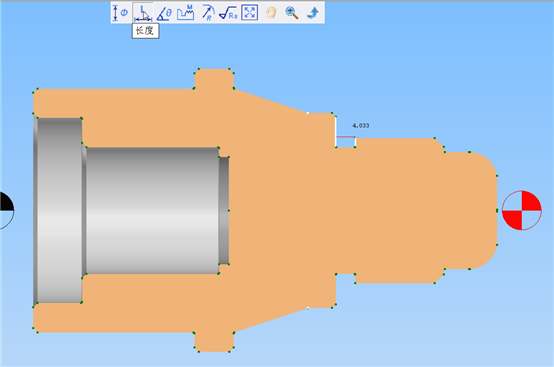
点击长度按钮

根据精车余量与图纸工差需在精车刀具上添加磨耗
退出测量
点击 补正、磨耗
补正、磨耗
注意:磨耗添加在精车刀上
点击 ,启动程序运行精加工。
,启动程序运行精加工。
测量加工和工件是否达到图纸尺寸
13、车左端内轮廓
按下按钮,输入O0002,按下O检索
调用O0002号程序,切换到自动模式
点击 按键,点击
按键,点击 锁住按键
锁住按键
确认刀轨正确,取消锁住、空运行。按下
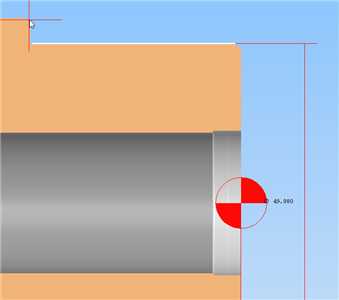
粗车运行完成后,测量工件尺寸。
点击 按键测量粗车轮廓
按键测量粗车轮廓


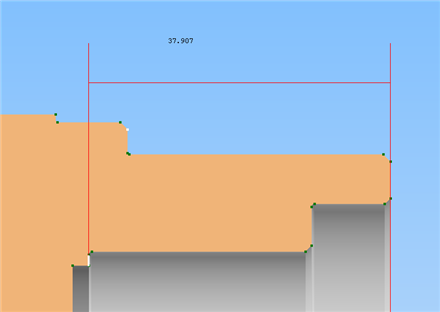
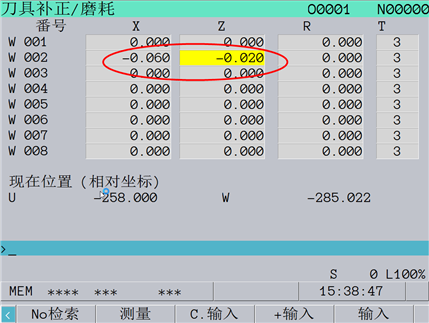
根据精加工余量和公差尺寸修改刀具磨耗,退出测量。
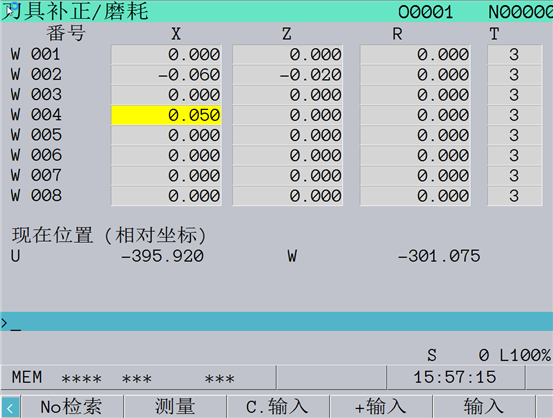
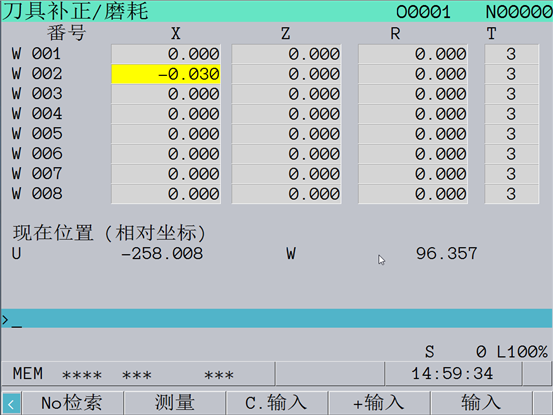
点击补正、磨耗,
在内轮廓精加工刀具W004输入相应磨耗
点击按钮,程序启动,进行精加工内轮廓。
加工完测量尺寸,尺寸达到标准。
14、左端面加工完成之后鼠标右击工件,点击工件掉头

工件掉头之后点击工件向左内移,每点击一次向左内移1mm
可以在二维模式下查看工件装夹的具体数值
装夹完成后点击移除3号刀位和4号刀位的内车刀
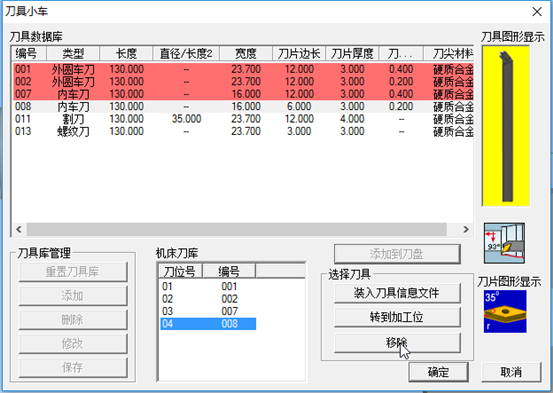
点击割刀装夹到三号刀位,螺纹刀装夹到四号刀位
进入模式开启主轴正转
切削工件端面
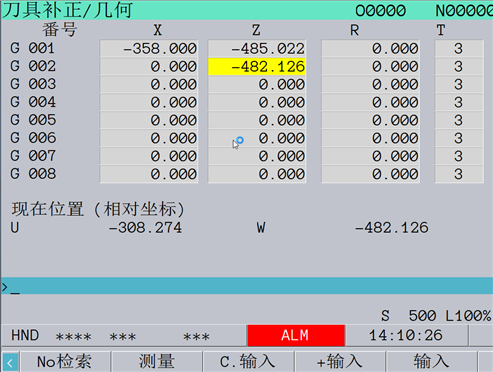
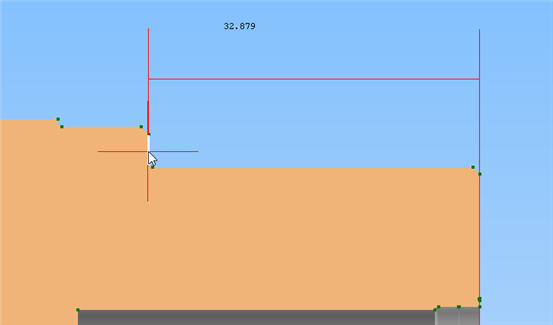
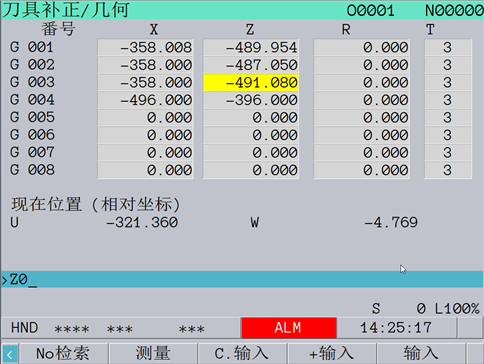
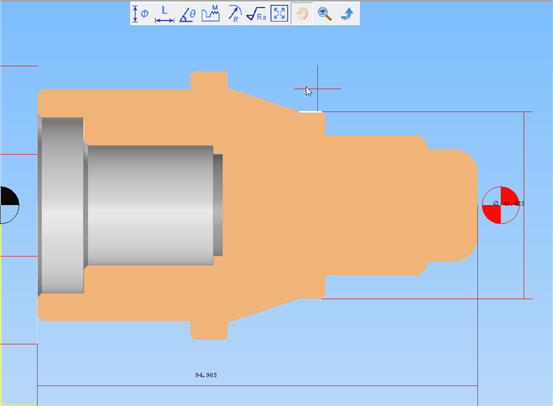
进入测量界面查看工件总长(测量时不要移开刀具)

工件总长为98.643MM,工件总长过长,根据图纸要求需要保证总长为95MM
在相对坐标里输入W0,点击预定按键设置W为0
在手摇模式下移动W坐标至-3.643
切掉工件多余总长,保证总长为95MM
对刀开始后先开启主轴正转,试切工件端面
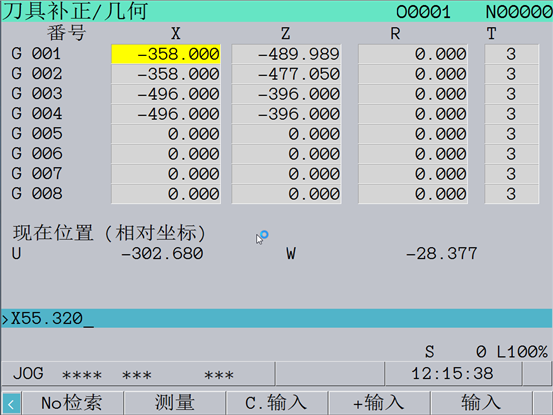
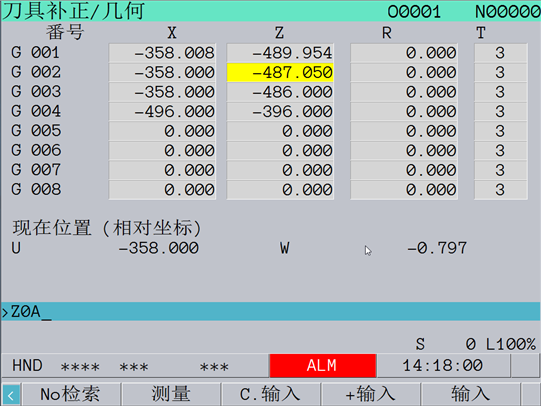
在刀具补正/几何界面输入Z0进行测量
Z轴对刀完毕后开启机床主轴在手摇模式下使用手轮试切外圆
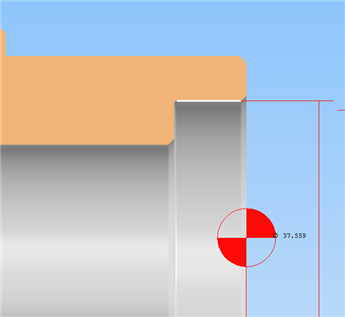
切完外圆后主轴停止进入测量界面测量所切掉外圆的直径
在刀具补正/几何界面输入X轴试切直径进行测量
T0101对刀完成后将刀具远离工件,在MDI模式下输入 M03 S400 T0202调用2号刀
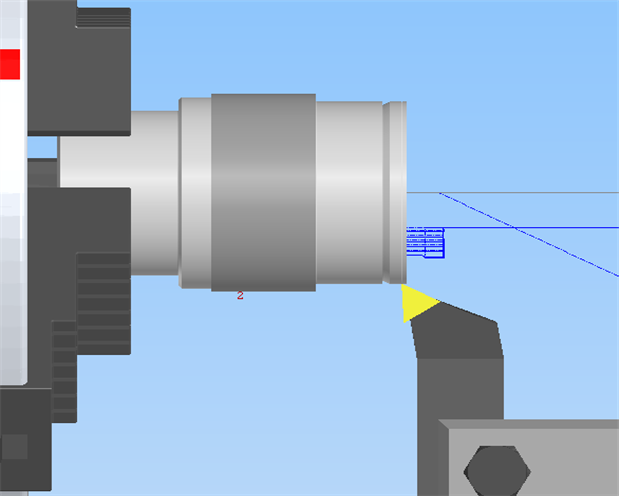
将2号刀具触碰工件端面
输入Z0测量刀补
将2号刀触碰工件外圆,输入1号刀试切直径数值测量刀补
将刀具远离工件之后在MDI模式下输入M03 S400 T0303调用3号刀
用3号刀试切工件端面
输入Z0测量刀补
用3号刀试切工件外圆,输入1号刀试切直径数值测量刀补
4号螺纹刀对刀时将螺纹刀的刀尖Z轴移到与工件端面平齐的位置,X轴外圆碰到工件外圆表面
Z轴方向输入Z0测量刀补
输入1号刀试切直径数值测量刀补
对刀完成后将刀具远离工件,在编辑模式下输入代码
O0003(右端外形)
G99G97G40G21
M03S800
M08
T0101
G00X100Z100
X61
Z5
G71U1.5R0.5
G71P1Q2U0.4W0.1F0.15
N1G00X12
G01Z0
G03X24Z-6R6
G01Z-11
X26
X29.8Z-13
Z-33
X38
X40Z-34
Z-39
X50Z-54
X56
N2G01X58Z-55
G00X100
Z100
M05
M09
M00
M03S1200
T0202
M08
G00X61Z5
G70P1Q2F0.1
G00X100
Z100
M05
M09
M30
点击按键,点击锁住按键
确认刀轨正确,取消锁住、空运行。按下
点击启动键运行程序
粗加工之后测量外圆直径
在磨耗中输入2号刀磨耗
按下启动键运行精加工程序
测量外圆直径在工差范围内
右端外圆加工完成后开始加工退刀槽
在编辑模式下输入退刀槽程序
O0004(螺纹退刀槽)
G99G97G40G21
M03S500
M08
T0303(切槽刀)
G00X100Z100
G00X45Z52
Z-33
G01X26F0.08
G00X100
Z100
M05
M09
M30
点击按键,点击锁住按键,
确认刀轨正确,取消锁住、空运行。按下
导轨确认无误后按下启动键运行程序
测量退刀槽尺寸
退刀槽加工完成后开始加工螺纹
在编辑模式下输入螺纹加工程序
O0005(螺纹)
G99G97G40G21
M03S800
M08
T0404(螺纹刀)
G00X100Z100
G00X40
Z0
G92X29.3Z-30F1.5
X28.8
X28.4
X28.2
X28.05
X28.05
G00X100
Z100
M05
M09
M30
点击按键,点击锁住按键,
确认刀轨正确,取消锁住、空运行。按下
确认完刀轨后按下启动键运行程序
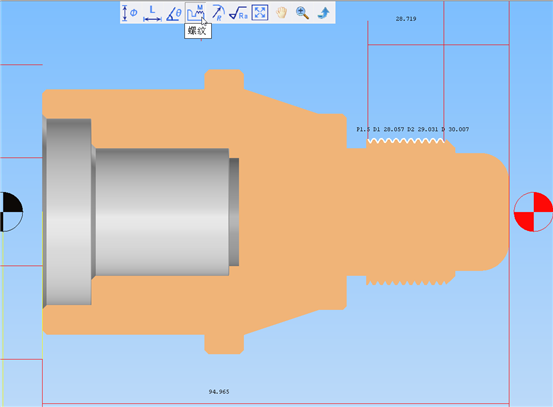
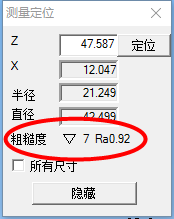
测量界面选择螺纹测量方式点击螺纹表面进行测量
选择粗糙度测量方式来测量粗糙度
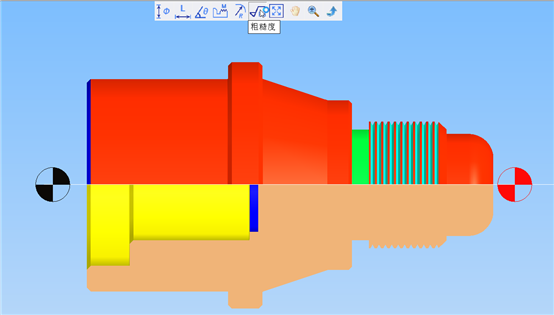
粗糙度测量时将鼠标悬停在工件表面,系统会显示相对应的粗糙度数值
测量完毕后返回
将刀架上的所有刀具全部移除
移除完成后按下急停按钮 关闭系统
关闭系统 上传考试成绩
上传考试成绩
点击确定之后考试成绩提交成功