一、考试对象
面向全省中等职业学校(含技工院校)2018级农业机械使用与维护、金属压力加工、钢铁装备运行与维护、机械制造技术、机械加工技术、数控技术应用、模具制造技术、船舶制造与修理、金属热加工、焊接技术应用、化工机械与设备、铁道车辆运用与检修、城市轨道交通车辆运用与检修、港口机械运行与维护、制药设备维修等相关专业的学生。
现代职教体系“3+3”、“3+4”试点项目2018级学生须参加考试。五年制高等职业技术学校学生是否参加考试,由各市教育局统筹安排。
二、考试内容、方式、时长及配分
考试内容 | 方式 | 时长 | 配分 |
机械CAD绘图 | 实操 | 60分钟 | 100分 |
工具钳工技术 | 实操 | 180分钟 | 200分 |
总计 | 240分钟 | 300分 |
三、考试时间
2020年11月中旬。
四、组织实施
(一)考点设置
序号 | 城市 | 考点学校 | 备注 |
1 | 南京 | 江苏省溧水中等专业学校 |
|
2 | 南京 | 江苏省南京工程高等职业学校 |
|
3 | 南京 | 南京浦口中等专业学校 |
|
4 | 南京 | 南京六合中等专业学校 |
|
5 | 南京 | 南京江宁高等职业技术学校 |
|
6 | 无锡 | 江苏省锡山中等专业学校 |
|
7 | 无锡 | 无锡机电高等职业技术学校 |
|
8 | 无锡 | 江苏省无锡立信中等专业学校 |
|
9 | 徐州 | 江苏省丰县中等专业学校 |
|
10 | 徐州 | 江苏省新沂中等专业学校 |
|
11 | 徐州 | 徐州经济开发区工业学校 |
|
12 | 徐州 | 徐州经贸高等职业学校 |
|
13 | 徐州 | 江苏省沛县中等专业学校 |
|
14 | 常州 | 江苏省溧阳中等专业学校 |
|
15 | 苏州 | 江苏省常熟中等专业学校 |
|
16 | 苏州 | 江苏省太仓中等专业学校 |
|
17 | 苏州 | 江苏省张家港中等专业学校 |
|
18 | 苏州 | 苏州高等职业技术学校 |
|
19 | 苏州 | 江苏省昆山第一中等专业学校 |
|
20 | 南通 | 江苏省海门中等专业学校 |
|
21 | 南通 | 江苏省如皋中等专业学校 |
|
22 | 南通 | 江苏省如皋第一中等专业学校 |
|
23 | 连云港 | 江苏省连云港工贸高等职业技术学校 |
|
24 | 连云港 | 江苏省连云港中等专业学校 |
|
25 | 淮安 | 江苏省盱眙中等专业学校 |
|
26 | 淮安 | 江苏省淮安中等专业学校 |
|
27 | 盐城 | 盐城机电高等职业技术学校 |
|
28 | 盐城 | 盐城市高级职业学校 |
|
29 | 盐城 | 江苏省射阳中等专业学校 |
|
30 | 扬州 | 江苏省宝应中等专业学校 |
|
31 | 扬州 | 江苏省江都中等专业学校 |
|
32 | 扬州 | 扬州高等职业技术学校 |
|
33 | 镇江 | 江苏省句容中等专业学校 |
|
34 | 镇江 | 镇江高等职业技术学校 |
|
35 | 泰州 | 江苏省泰兴中等专业学校 |
|
36 | 泰州 | 泰州机电高等职业技术学校 |
|
37 | 宿迁 | 江苏省宿城中等专业学校 |
|
38 | 宿迁 | 江苏省宿豫中等专业学校 |
|
39 | 宿迁 | 江苏省宿迁中等专业学校 |
|
2.组织考试
省教育考试院和省中职学考办公室负责考务组织管理与协调工作,各市教育行政部门、招考系统负责具体实施。专业委员会负责协调本专业类有关考点院校,协同各设区市教育行政部门、招考部门完成本专业类专业技能考试。考点学校应组建技术团队,加强考试平台维护,确保正常运行。
3.安排考场
每个考点至少有1个标准化机房,1个工具钳工技术标准化考场,确保每个考场至少40人参加考试。
考生根据准考证上规定的考试时间,参加机械CAD绘图项目、工具钳工技术项目考试,原则上同一学生的两个项目应统筹安排一天内完成。
4.评分方式
机械CAD绘图项目由考评员按评分标准进行集中评分。工具钳工技术项目由考评员现场按评分标准进行评分。
五、考点设备配置要求
详见江苏省中等职业学校学业水平考试机械类、数控类技能考试考点建设标准(试行),其中项目仪器设备与材料每个工位1套,每生1个工位,工位设置如下。
机械CAD绘图
序号 | 设备 | 规格、主要参数或主要要求 |
1 | 处理器(CPU) | 主频≥2.0GHz |
2 | 内存 | ≥4GB |
3 | 硬盘 | 容量≥500G |
4 | 显示器 | 尺寸≥19英寸 |
5 | 独立显卡 | 核心频率667MHz或以上,显存1G位宽128位及以上 |
6 | 网卡 | 100M兼容网卡 |
7 | 硬盘还原卡 | 安装在考试终端,能对计算机系统进行还原保护 |
8 | 操作系统 | Windows7及以上版本 |
9 | 绘图软件 | 必须是正版二维绘图软件。具体绘图软件及版本以考前公告为准 |
10 | 其他软件 | 1. 必须是正版文字处理软件:Microsoft office Word2010或以上版本 2.虚拟打印软件:PDF阅读器 (Adobe Reader 9以上版) 3.拼音输入法与五笔输入法(版本不限) 4.浏览器IE7.0及以上,推荐使用IE9,不建议用IE8,不要安装任何上网助手,同时打开IE的弹出窗口拦截 |
工具钳工技术
序号 | 名称 | 规格、主要参数/主要要求 | 单位 | 数量 | 备注 |
1 | 台虎钳 | 钳口宽度≥150mm | 台 | 1 |
|
2 | 钳工工作台 |
| 工位 | 1 |
|
3 | 台式钻床 | 最大钻孔直径:≥12mm | 台 | 1 | 每6~7人共用 |
4 | 机用虎钳 | 与台式钻床配套 | 台 | 1 | 每6~7人共用 |
5 | 划线平板 | ≥400×630mm (长方形) | 块 | 1 | 每4人共用 |
6 | 划线方箱 (或V型铁) | ≥250×250×250mm (或≥50×60×60mmV型铁) | 个 | 1 | 每4人共用 |
7 | 高度游标卡尺 | 0~300/0.02mm | 把 | 1 | 每4人共用 |
8 | 游标卡尺 | 0~150/0.02mm | 把 | 1 |
|
9 | 深度游标卡尺 | 0~150/0.02mm | 把 | 1 |
|
10 | 外径千分尺 | 0~25 、25~50 、50 ~75/0.01mm | 把 | 各1 |
|
11 | 万能角度尺 | 0~360°/2' | 把 | 1 |
|
12 | 刀口角尺 | 63×100/0级 | 把 | 1 |
|
13 | 刀口直尺 | 100/0级 | 把 | 1 |
|
14 | 测量棒 | Ø10 | 个 | 2 |
|
15 | 圆柱塞规 | Ø8/H8 | 把 | 1 |
|
16 | 螺纹塞规 | M8/7H | 把 | 1 |
|
17 | 手用直绞刀 | Ø8/H8 | 个 | 1 |
|
18 | 麻花钻 | Ø3 、Ø7.8、 Ø6.7、 Ø9.8、 Ø12 等 | 个 | 各1 |
|
19 | 丝锥 | M8/7H | 个 | 1组 |
|
20 | 粗扁锉 | 250(磨60°角) | 个 | 1 |
|
21 | 中扁锉 | 200 、250(磨60°角) | 个 | 各1 |
|
22 | 细扁锉 | 200 、150(磨60°角) | 个 | 各1 |
|
23 | 粗三角锉 | 250 | 个 | 1 |
|
24 | 中三角锉 | 200 | 个 | 1 |
|
25 | 锯条 | 300 | 个 | 1 |
|
26 | 开口锯条 | 300 | 个 | 1 |
|
27 | 锯弓 | 300 | 个 | 1 |
|
28 | 划针 |
| 个 | 1 |
|
29 | 绞杠 | 250 | 个 | 1 |
|
30 | 手锤 |
| 个 | 1 |
|
31 | 錾子 |
| 个 | 1 |
|
32 | 样冲 |
| 个 | 1 |
|
33 | 软钳口 |
| 个 | 1 |
|
34 | 锉刀刷 |
| 个 | 1 |
|
35 | 毛刷 |
| 个 | 1 |
|
考试样题及评分标准
(一) 机械CAD绘图
1.考试样题
(共计100分,考生利用电脑上的CAD软件,按照任务要求完成相应操作,任务结束以后,按照要求将所有任务成果上传。)
1、任务目标:
参加基础模块考核考生需利用CAD软件完成以下三个任务:
任务一:设置绘图环境
任务二:创建样板文件
任务三:绘制机械图样并打印输出电子图纸
2、成果命名说明:
1)文件夹命名要求:在XX盘的根目录下(说明:XX盘具体位置由考评员根据现场情况作决定),创建参试学生文件夹,文件夹以“考籍号”命名,如参试学生考籍号为“201234567890”,则创建文件夹的具体名称为“201234567890”。
2)本次测试所有任务的完成结果必须保存在上述参试学生文件夹中,否则以未做任务处理。
3)文件命名及上传要求:必须按任务要求命名文件名称。
4) 参试学生设置的文件夹名称和保存的文件名称不符合上述要求的,其内容不能作为测试正式结果,不作为评分依据。请各参试学生务必正确命名,不明确之处,可以询问考评员。
备注:为避免文件丢失,请考生务必实时保存文件!
3、任务一 设置绘图环境(10分)
1)设置图形单位
图形单位中设置“长度类型”为“小数”、“精度”为“0.0”;设置“角度类型”为“度/分/秒”、精度为“0d00′”。
2)设置图形界限及绘图窗口颜色
设置图形界限为297×210,绘图窗口颜色为黑色
3)设置图层
按下表要求设置图层。
层名 | 颜色 | 线型 | 线宽 | 用途 |
0 | 白色 | Continuous | 默认 |
|
1粗实线 | 白色 | Continuous | 0.5mm | 粗实线 |
2点画线 | 红色 | CENTER | 默认 | 中心线 |
3虚线 | 洋红 | DASHED | 默认 | 虚线 |
4细实线 | 青色 | Continuous | 默认 | 螺纹、剖面线、波浪线等细实线(标注及文字除外) |
5标注 | 绿色 | Continuous | 默认 | 尺寸和技术要求标注 |
6文字 | 绿色 | Continuous | 默认 | 标题栏中的文字 |
4)设置文字样式
新建文字样式名为“工程字体”,设置字体为“gbeitc.shx”、设置大字体为“gbcbig.shx”、字体高度为3.5。
5)设置标注样式
标注样式名使用默认的“ISO-25”,其中文字样式用“工程字体”,设置基线间距为“6”、超出尺寸线为“2”,起点偏移量为“0”;设置箭头大小为“3.5”;文字样式用“工程字体”;“调整”选项卡第一项选择 “文字”;小数分隔符选择“句点”。
4、任务二 创建样板文件(15分)
1)绘制图框
根据国家标准及任务书要求绘制图框,如图2-1所示,为A4横向图纸,按图2-1所示绘制图框,不标注尺寸。
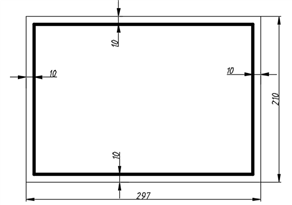
图2-1 A4图纸
2)创建带属性块标题栏
①绘制
按图1-2所示绘制标题栏,不标注尺寸,标题栏内容根据图2-2填写。
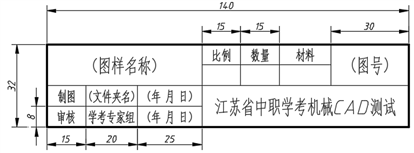
图2-2 标题栏
②定义属性
将“(图样名称)”、“(文件夹名)”和“(图号)”均定义为属性,字高为7和5。所有文字均需居中。
③定义图块
将标题栏连同属性一起定义为块,块名为“标题栏”,基点为右下角。
④插入图块
插入该图块于图框的右下角,分别将属性“(图样名称)”和“(文件夹名)”的值改为“图3-1中的图样名称”和“参试学生文件夹的具体名称”。
3)保存文件
保存为样板文件,文件名为“GBA4-01.dwt”,保存到指定的文件夹中。
5、任务三 绘制机械图样并打印输出电子图纸(75分)
1)绘制机械图样
以任务二创建的“GBA4-01.dwt”为样板图,按照图3-1要求绘制机械图样,结果文件命名为“GBA4-02.dwg”,保存到指定的文件夹中,图面应符合机械制图最新国家标准的要求。
2)打印输出电子图纸
将绘制完成的图样,打印输出PDF格式电子图纸,A4横放,输出文件名“GBA4-03.pdf”,保存到指定的文件夹中。
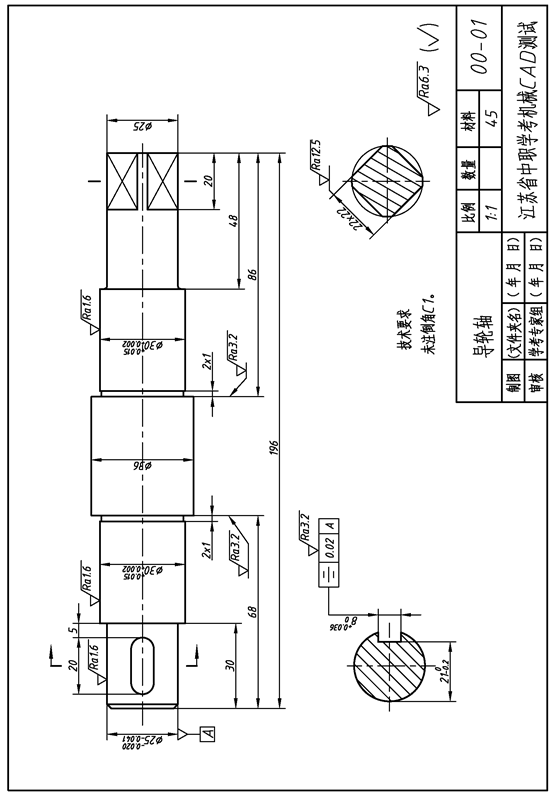
图3-1 导轮轴零件图
2.评分标准
1、任务一 设置绘图环境(10分)
序号 | 评分点 | 分值 | 得分条件 | 判分要求 |
1 | 建立新图形文件、设置图形单位 | 2 | 按试卷要求设置 | 查看各项设置,每错一处扣1分,扣完为止 |
2 | 设置图层 | 3 | 图层名称、颜色、线型、线宽设置 | 查看各项设置,每错一处扣1分,扣完为止 |
3 | 设置文字样式 | 2 | 按试卷要求设置 | 查看各项设置,每错一处扣1分,扣完为止 |
4 | 设置标注样式 | 3 | 按试卷要求设置 | 查看各项设置,每错一处扣1分,扣完为止 |
2、任务二 创建样板文件(15分)
序号 | 评分点 | 分值 | 得分条件 | 判分要求 |
1 | 绘制图框 | 2 | 按要求绘制边框线 | 绘制错误扣2分 |
2 | 创建带属性块标题栏 | 12 | 按照试卷要求进行标题栏绘制、定义属性、定义图块、插入图块并填写标题栏 | 查看各项内容,每错一处扣1分,扣完为止 |
3 | 保存 | 1 | 文件名、扩展名、保存位置 | 必须全部正确才得分 |
3、任务三 绘制机械图样并打印输出电子图纸(75分)
序号 | 评分点 | 分值 | 得分条件 | 判分要求 |
1 | 图形 | 50 | 运用绘图和编辑命令正确绘制图形 | 图线错一处扣1分,扣完为止 |
2 | 图层 | 5 | 按照不同线型使用图层 | 全部内容在一个图层上不得分,错一图层扣一分,扣完为止 |
3 | 尺寸标注及技术要求 | 15 | 按照国家标准标注尺寸及技术要求 | 尺寸标注及技术要求错一处或漏一处扣0.5分,扣完为止。标注不清晰,酌情扣分 |
4 | 合理布图 | 3 | 按图样要求布置图形 | 布局不合理,酌情扣分 |
5 | 打印输出电子图纸并保存 | 2 | 按试卷要求输出打印并保存文件 | 输出打印格式正确,保存正确才能得分 |
(二)工具钳工技术
1.考试样题
参加学业技能考试的学生在规定时间内完成给定零件图中件1、件2加工工作准备、零件加工、测量与镶配等内容,时间180分钟,总分200分。
1、备料图
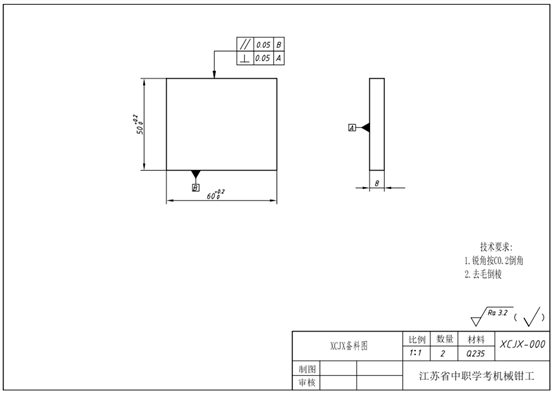
2、零件图
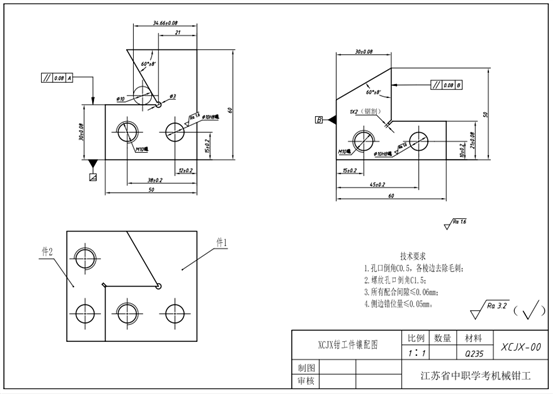
2.评分标准
序号 | 项目 | 内容 | 配分 | 评分标准 | |
1 | 件1质量 | 尺寸加工 | 30±0.08 | 8 | 每超差0.2扣2分,扣完为止 |
60°±8′ | 8 | 每超差15′扣2分,扣完为止 | |||
21±0.10 | 2 | 超差全扣 | |||
34.66±0.08 | 6 | 每超差0.2扣2分,扣完为止 | |||
Ra3.2(2处) | 6 | 1处不合格扣3分 | |||
∥ | 0.08 | A |
2 | 超差全扣 | ||
铰孔加工 | 15±0.2 | 8 | 每超差0.2扣2分,扣完为止 |
12±0.2 | 7 | 每超差0.2扣2分,扣完为止 | |
φ10H8、Ra1.6 | 4 | 1处不合格扣2分 | |
螺纹加工 | 15±0.2 | 7 | 每超差0.2扣2分,扣完为止 |
38±0.2 | 7 | 每超差0.2扣2分,扣完为止 | |
M10 | 5 | 超差全扣 | |
自检操作 | 30±0.08 | 4 | 每超差0.02扣2分,扣完为止 |
60°±8′ | 4 | 每超差4′扣2分,扣完为止 | |
21±0.10 | 4 | 每超差0.02扣2分,扣完为止 | |
34.66±0.08 | 4 | 每超差0.02扣2分,扣完为止 | |
∥ | 0.08 | A |
4 | 超差全扣 | ||||
2 | 件2质量 | 尺寸加工 | 60°±8′ | 6 | 每超差15′扣2分,扣完为止 |
30±0.08 | 6 | 每超差0.05扣2分,扣完为止 | |||
21±0.08 | 6 | 每超差0.05扣2分,扣完为止 | |||
Ra3.2(3处) | 6 | 1处不合格扣2分 | |||
∥ | 0.08 | B |
6 | 1处不合格扣3分 | |||
铰孔加工 | 15±0.2 | 5 | 每超差0.1扣2分,扣完为止 | |
10±0.2 | 5 | 每超差0.1扣2分,扣完为止 | ||
φ10H8、Ra1.6 | 6 | 1处不合格扣3分 | ||
螺纹加工 | 10±0.2 | 5 | 每超差0.1扣2分,扣完为止 | |
45±0.2 | 5 | 每超差0.1扣2分,扣完为止 | ||
M10 | 4 | 超差全扣 | ||
3 | 配合 | 侧边错位≤0.05mm(2处) | 12 | 1处每超差0.02扣2分,扣完为止 |
配合间隙≤0.06mm(4处) | 28 | 1处每超差0.02扣2分,扣完为止 | ||
4 | 职业素养
| 操作设备的规范性,工、量、刀具的正确使用和整齐摆放等 | 5 | 酌情考虑扣分 |
现场的安全、文明生产及安全防护(含工作服、工作鞋、工作帽、护目镜穿戴等) | 5 | 酌情考虑扣分 | ||
总计 | 200 |
|
1